RestorationAD
Well-Known Member
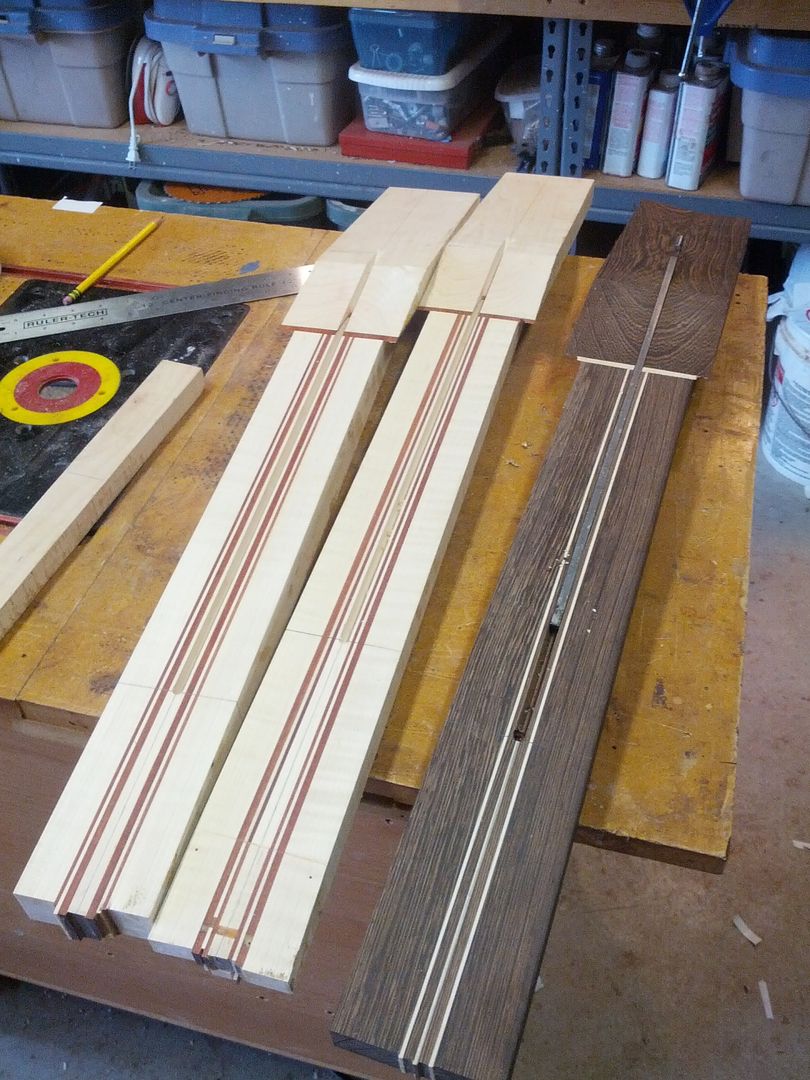
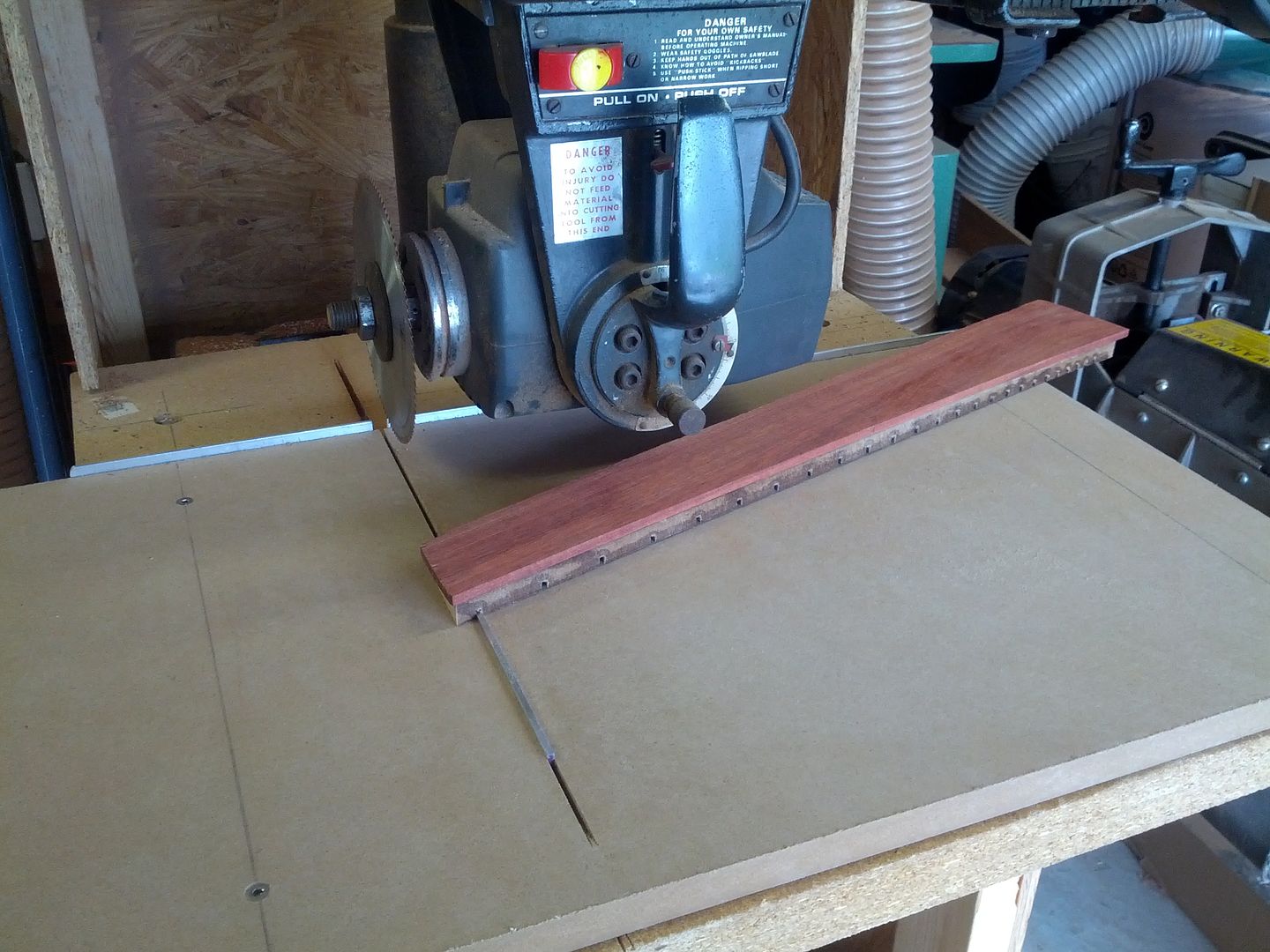
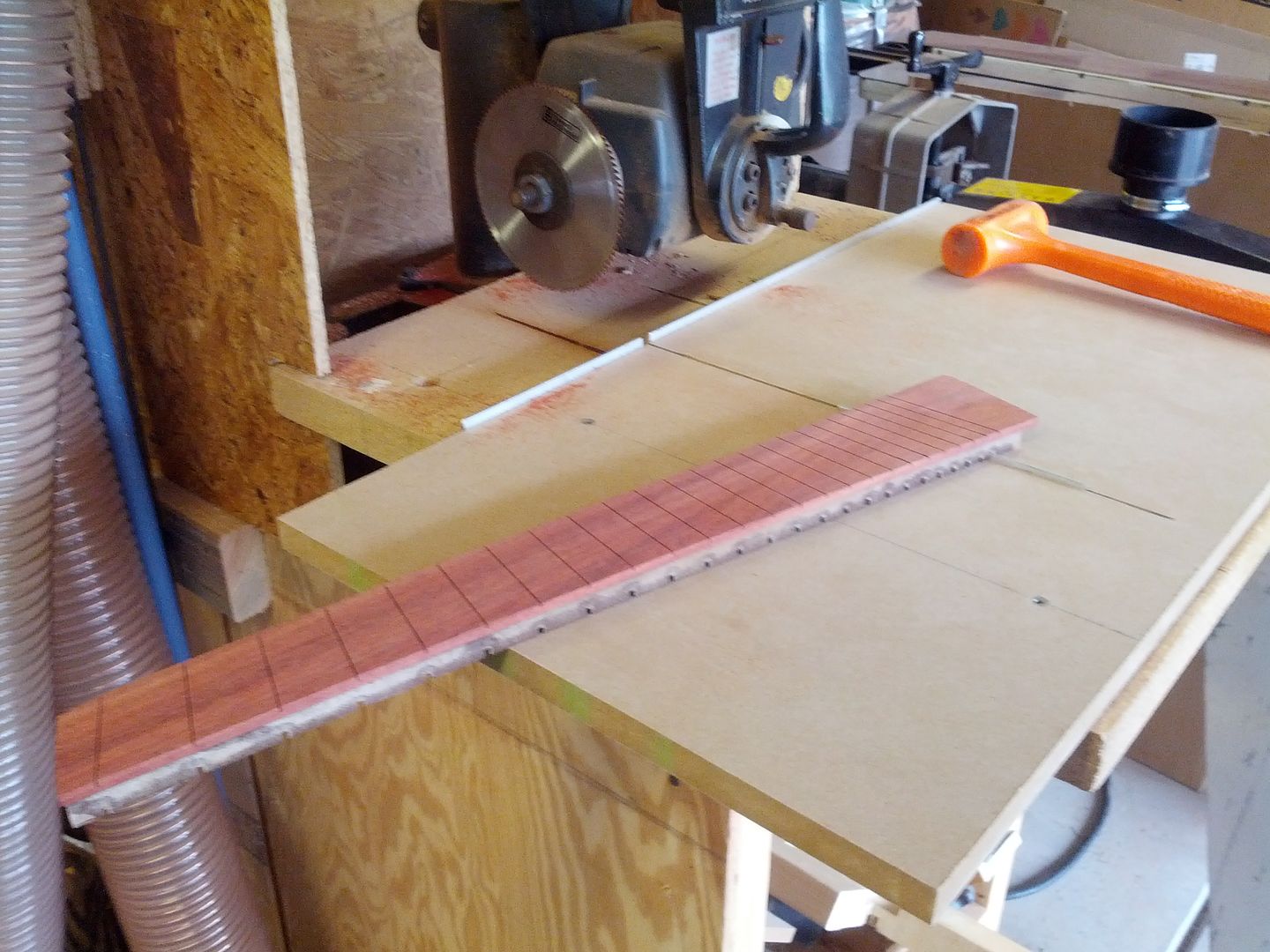
34-36" scale fretboard for the bass. It still has a lot of superglue on it were I sealed some hairline fractures. Ziricote is notorious for this type of behavior so I always try to find the invisible cracks by wicking super thin CA on the ends of the board. The hairline cracks will pull the CA into them. This particular board only had a few at the end that is going to get cut off.

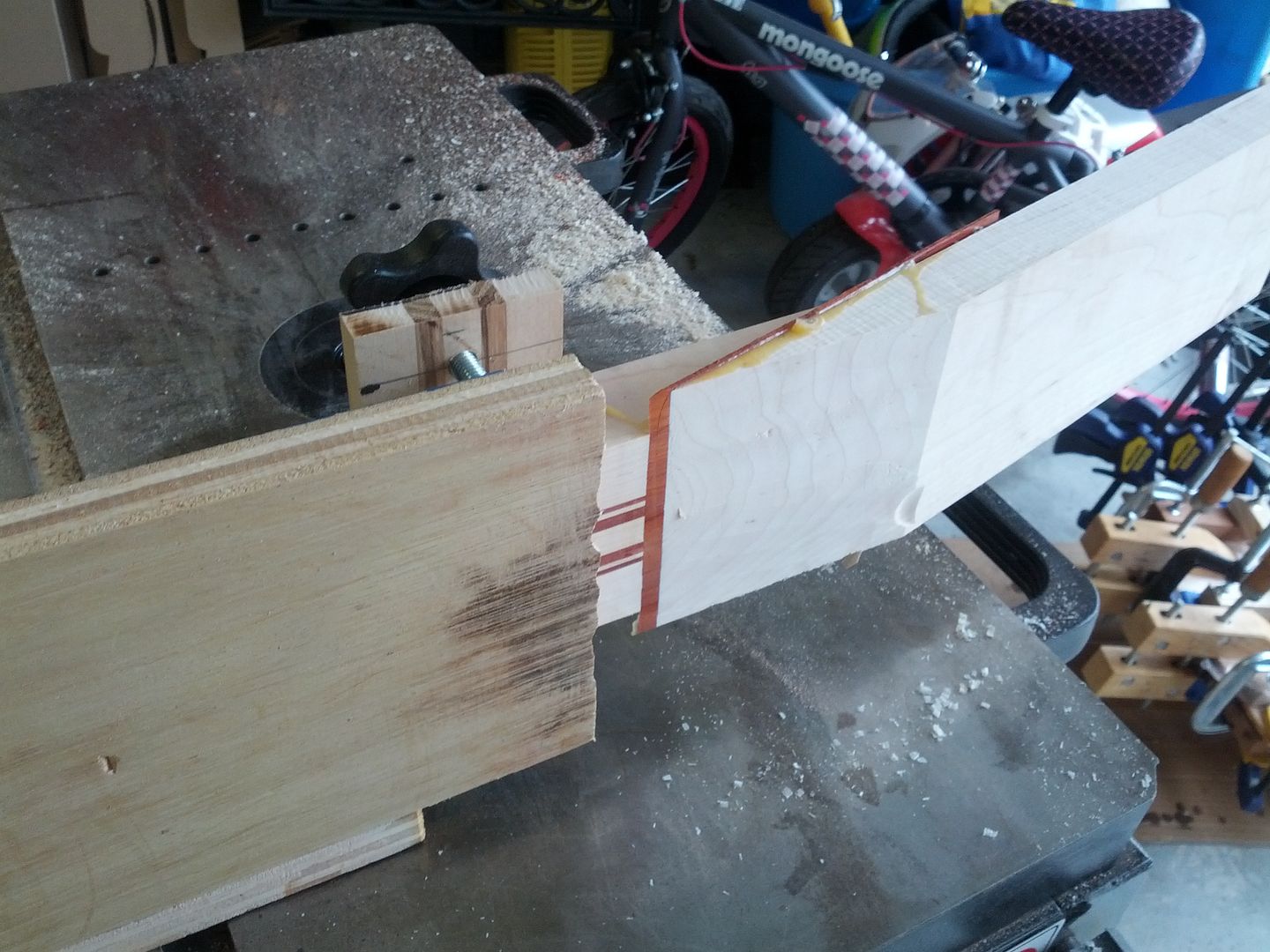
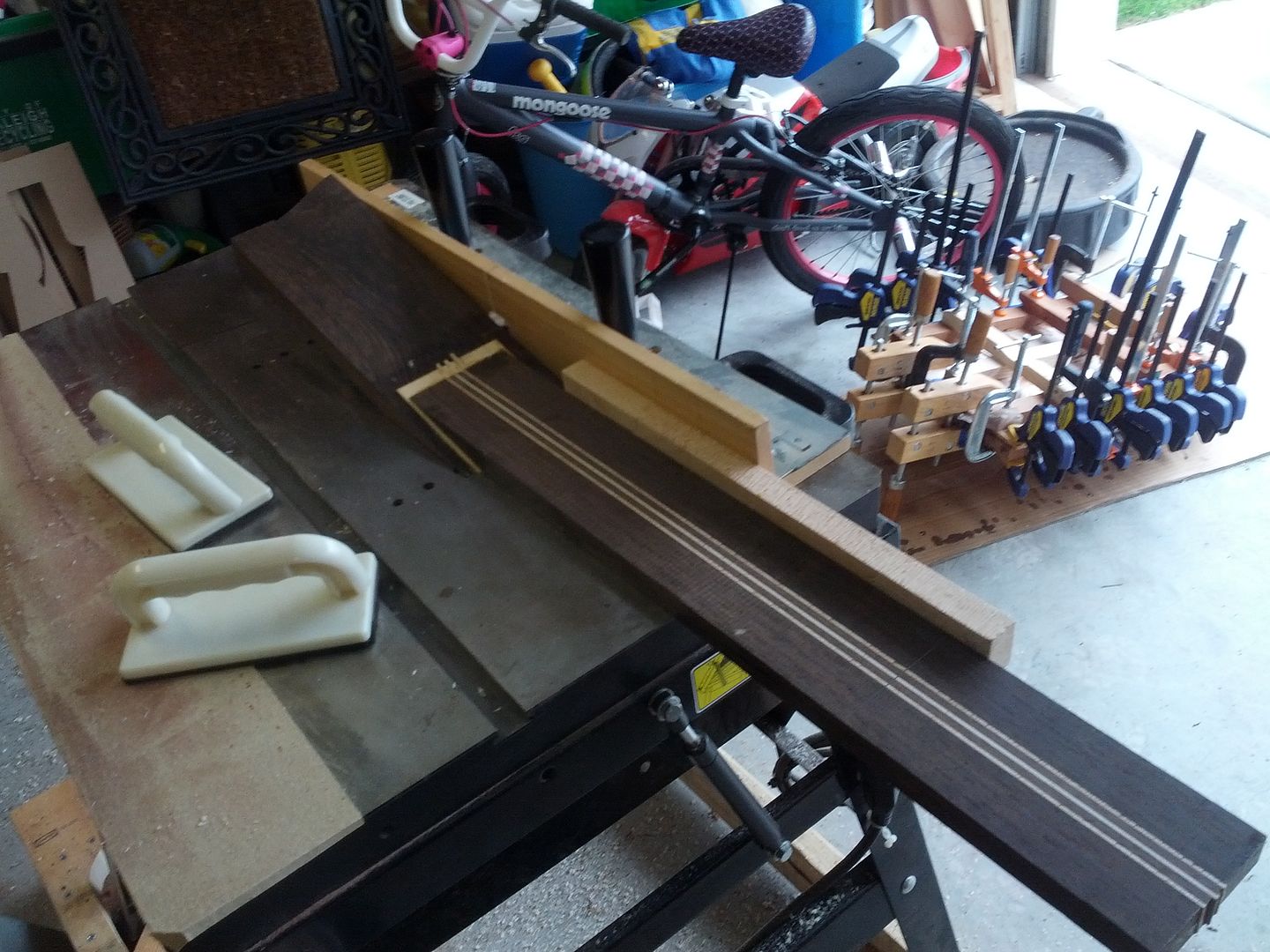
Trussrod set.

I am waiting on parts from Hipshot now.
Trussrod set.
I am waiting on parts from Hipshot now.